Let’s talk about shoulder punches. Many punch manufacturers have a “heavy-duty” tooling series option for their shoulder punches. It makes sense because any time a punching application exceeds 20,000 psi, you’re running the risk of breaking the punch head.
Punch heads break for two primary reasons: Improper fit of the punch body to the punch holder or high forces caused by impact or snap-through.
The former can be prevented with a good retainer design, combined with proper build and assembly practices. Our shoulder punch bodies are designed to be oversized +.0002/+.0005 to allow for a slight press fit into the retainer, reducing the likelihood of an improper fit.
The second cause of failure, high forces, can be categorized into two groupings, impact and snap-though. Impact failure is a consequence of excessive loading, usually due to an unreasonably hard or thick workpiece or insufficient cutting clearance with the mating die. Snap-through failure usually presents itself when stamping higher-strength materials and with excessive die clearance. This failure is a result of the sudden unloading of pressure when the material fractures.
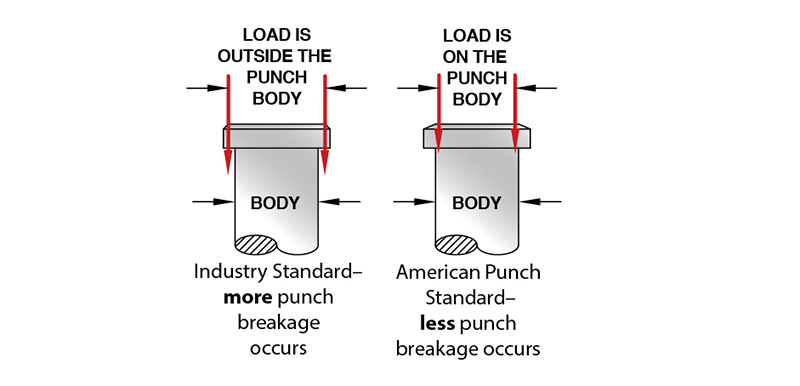
In both of these types of failures, we see that the punching force ends up at the head after being distributed through the punch body. To combat these difficult applications, the design engineer will often specify a hardened backup plate. But another solution is to use American Punch’s headed punches. All of our shoulder punches provide you an advantage with our Max Force Head Chamfer.
Our punches increase the contact head chamfer, which in turn reduces the head diameter. In the end, this will minimize the compressive loading and flex on the unsupported outside diameter of the head during impact. This is just another one of the advantages metal stampers discover when using tooling made by American Punch.
Contact American Punch today to benefit from our precision tooling expertise.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}